定位中...
定位中...
手机版

新闻详情

- 供应
- 采购
- 资讯
- 招商
- 企业
 搜索
搜索螺旋钢管焊缝处理
2020-10-28 16:14 来源:小编 点击数:38 收藏数:0
螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
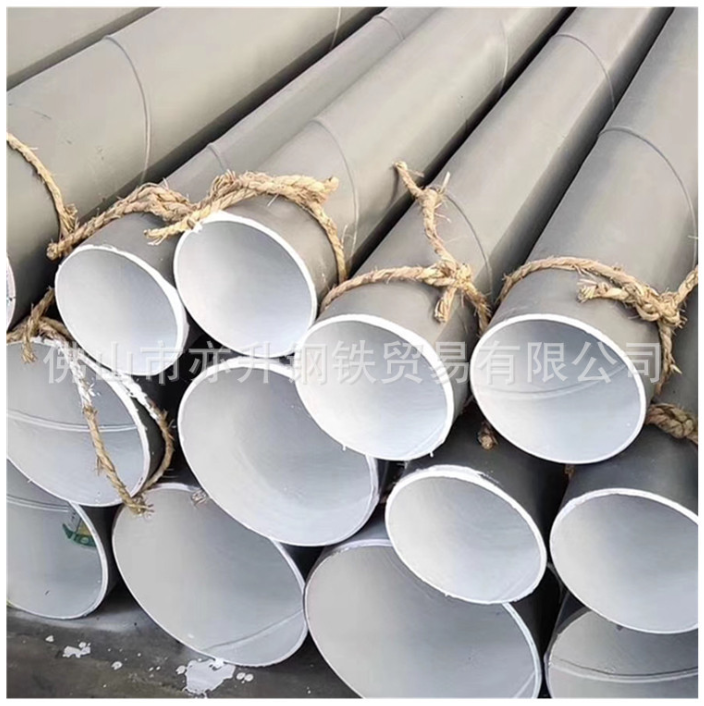
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
 收藏 | 0
收藏 | 0上一篇:
铝的基本知识:密度、结构、化学成分及应用
下一篇:
螺旋钢管主要工艺特点
相关推荐
塔塔木门是极其简单的静音门

活着一种独特的仪式感,生活需要仪式感,而门或门框,则是开启生活仪式感的载体。简朴的木门作品,每一个纹路、每一个装饰、每一个细节,都体现了设计师对生活的思考和理解。 [详细]
2021-01-27 17:31 来源:小编 点击数:1194
“南北通透”的户型这样装居然能有这样的效果

至少应满足以下几点 很多人一直在追问,到底买什么样的房子,会不会更保值? 昨天针对读者提出的这个问题,做了一个简单的回复,很多朋友私信我,让我具体的,具体的城市,哪个街道哪个楼盘价值,我没有能力,但是我们可以从这些方面来判断,一般不会有什么问题。 [详细]
2021-01-27 17:09 来源:小编 点击数:865
家具建材卖场这么说,胜读三年书

在任何销售中,最大的禁忌就是直率。俗话说“不打一个人的脸,揭一个人的错不揭”,最让老百姓在公众面前蒙羞、尴尬。如果你想和你的客户达成交易,你不能让他们丢脸。在与顾客沟通时,如果发现他的理解有问题,千万不要直接指出他是对是错。 [详细]
2021-01-27 15:40 来源:小编 点击数:730
“WiCi外喜”防水保温一体化系统是如何保证质量的?|构造(第一部分)

施工工艺是项目设计的施工工艺和过程,直接关系到项目的最终完成效果 [详细]
2020-12-31 00:00 来源:小编 点击数:657
流行病导致体育营销遇冷,如何看生活地板破环

众所周知,地板行业属于低频消费、关注度低的行业,如果想在这样的行业中占据一定的市场地位,就需要不断培育品牌影响力。特别是上半年的疫情,给地坪行业带来了新的冲击,让地坪企业的增长势头受到不同程度的阻力。 [详细]
2020-12-31 00:00 来源:小编 点击数:689
服务热线
:商务合作
传真
:020-82351068
地址
:广东省广州市天河区御富科贸园御景B202
官方微信公众号

会员服务加微信
版权所有2018-2023 广州宏际网络信息服务有限公司
粤ICP备19088813号